02 de Julho de 2024 - às 16:14
Tempo de leitura ≈ 11 minutos
Autor: National 3D
Se você está aqui é porque quer saber como calibrar o seu filamento na impressora 3D!
Sabemos que esta pode parecer uma tarefa complicada, mas é essencial para garantir impressões precisas e de alta qualidade.
Por isso, a National 3D desenvolveu este guia! Vamos explorar as etapas de calibração de forma simples e clara, para que você possa obter os melhores resultados possíveis na sua impressão.
Preparado para transformar suas impressões? Vamos lá!
Obter peças precisas e de alta qualidade depende diretamente da calibração adequada do material a ser usado na sua impressora 3D.
Sem isso, você pode enfrentar problemas, como camadas desalinhadas, falhas de adesão e dimensões incorretas.
Em linhas gerais, uma impressora 3D bem ajustada e com os materiais dos seus filamentos calibrados corretamente, evitam defeitos indesejados nas peças durante a impressão, resultando em um acabamento mais suave e preciso.
Além disso, a calibração adequada de variáveis como fluxo, temperatura e retração, ajuda a otimizar a aderência entre as camadas do material, evitando falhas indesejadas.
Uma boa calibração pode economizar tempo e material, reduzindo a necessidade de refazer impressões mal-sucedidas.
Neste texto, pautamos as orientações com base no fatiador Orca Slicer.
Caso você use outro fatiador, as orientações aqui contidas também poderão te ajudar, mas será preciso encontrar essas funcionalidades no seu sistema.
A temperatura do bico e da mesa de impressão podem afetar significativamente a qualidade da impressão.
Um teste de temperatura anterior ajudará a identificar a configuração ideal para o seu filamento.
Imprima a torre de temperatura: cada seção da torre será impressa a uma temperatura diferente.
Avalie as seções: identifique a temperatura que apresentou a melhor qualidade de impressão. Ajuste a configuração de temperatura da impressora com base nos resultados.
A taxa de fluxo refere-se à quantidade de material que a impressora extruda em um determinado período de tempo.
Calibrar essa taxa é fundamental para garantir que a impressora esteja depositando a quantidade correta de material em cada camada.
Uma taxa de fluxo inadequada pode resultar em sub extrusão ou super extrusão, ambos afetando negativamente a qualidade da impressão.
A sub extrusão causa lacunas entre as camadas, enquanto a super extrusão leva ao excesso de material, criando um acabamento irregular.
Conheça o passo a passo para calibrar a taxa de fluxo:
Selecione a impressora e o filamento: escolha a impressora, o tipo de filamento e o processo que será usado no teste.
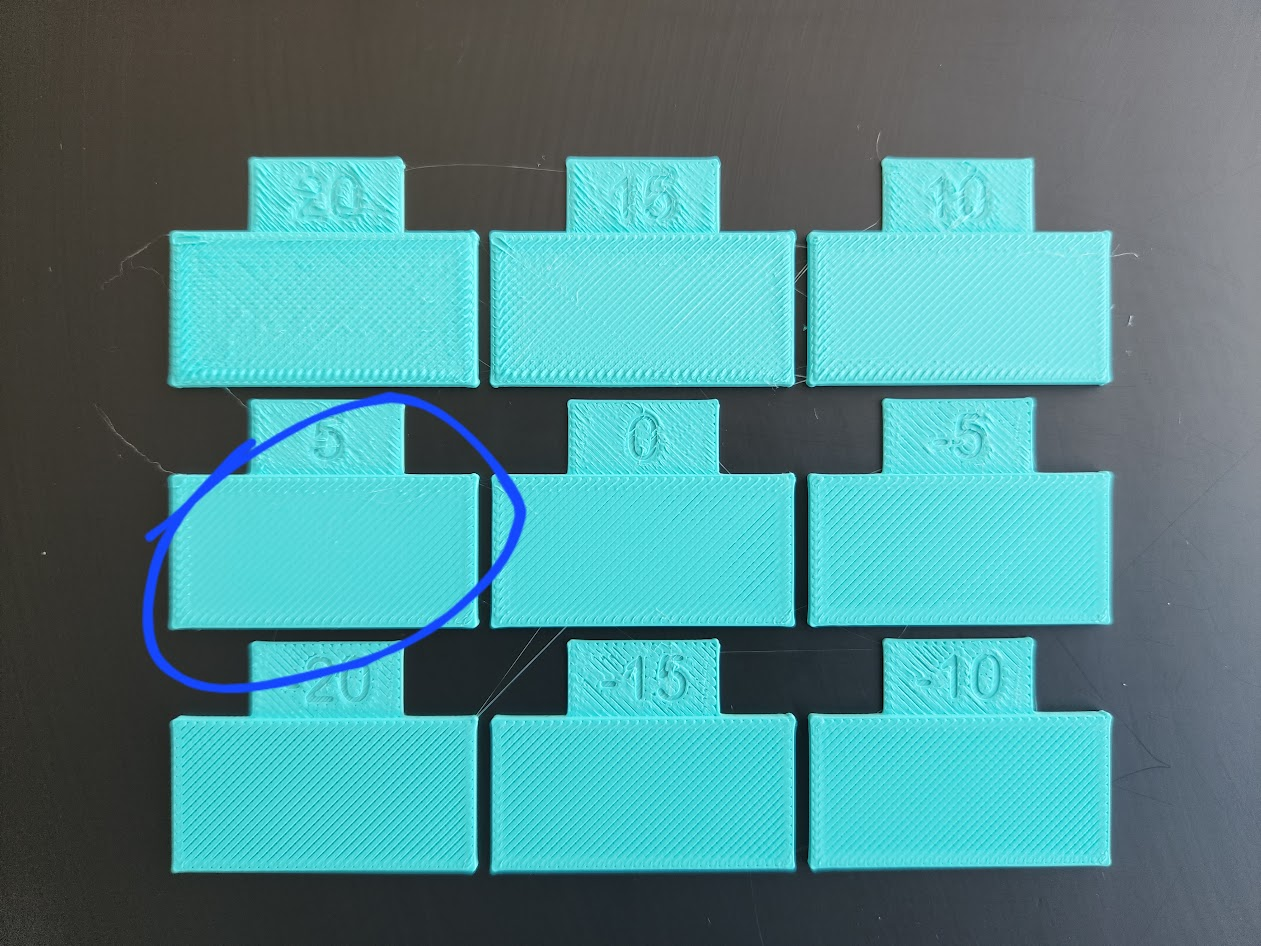
Realize o passo 1: no menu de calibração, selecione a opção Passo 1. Um novo projeto com nove blocos, cada um com uma taxa de fluxo diferente, será criado. Imprima o projeto.
Examine os blocos: determine qual bloco possui a superfície superior mais lisa. Atualize a taxa de fluxo nas configurações do filamento usando a fórmula “FlowRatio_old*(100 + modifier)/100”.
Salve o perfil do filamento.
Realize o teste passo 2: similar ao Passo 1, mas com dez blocos tendo taxas de fluxo variando de -9 a 0. Repita os passos anteriores para recalibrar a taxa de fluxo.
Atenção: se a sua taxa de fluxo anterior era de 1,029 e você selecionou o bloco com uma taxa de fluxo de -6, o novo valor deve ser calculado da seguinte forma: “1,029 x (100-6)/100 = 0,96726”.
O Pressure Advance é uma função que prevê a pressão do bico para uma extrusão mais consistente do filamento, garantindo uma impressão com cantos mais nítidos nas peças.
O Orca Slicer oferece três métodos para calibrar o avanço de pressão.
Método da linha
Selecione a impressora: escolha a impressora, o filamento e o processo para o teste.
Imprima o projeto: verifique o resultado e selecione o valor da linha mais uniforme. Atualize o valor de PA nas configurações do filamento.
Método de padrões
O método de padrões é adaptado do gerador de método de padrões de Andrew Ellis.
Quando você iniciar o teste, verá apenas um pequeno prisma retangular na plataforma. Este objeto serve a alguns propósitos:
O padrão do teste é adicionado como um G-Code customizado em cada camada, possível ser feito também manualmente. O prisma retangular nos mostra as camadas onde inserir esse G-Code. Você verá o padrão de teste completo quando navegar pelo painel de pré-visualização;
O prisma atua como uma alça, permitindo que você mova o teste para onde quiser na mesa de impressão;
O filamento selecionado para o prisma é usado para o padrão de teste.
Além disso, é possível ajustar configurações específicas da impressora, do filamento e do perfil de impressão. Você pode fazer essas alterações no Orca Slicer ajustando as configurações no painel de preparação, assim como faria com qualquer outra impressão.
Quando você inicia o teste de calibração, as configurações padrão de Ellis são aplicadas. Alguns pontos a serem observados sobre essas configurações:
Ellis especificou larguras de linha como uma porcentagem do diâmetro do filamento. O método de padrões do Orca faz o mesmo para fornecer seus padrões sugeridos, utilizando as porcentagens de Ellis em combinação com o diâmetro do bico especificado.
Em termos de largura de linha, o padrão usa apenas as larguras da “Camada Padrão” e da “Primeira Camada”.
Em termos de velocidade, o padrão usa apenas a “velocidade da Primeira Camada -> Primeira camada” e a “velocidade das Outras Camadas -> velocidades da Parede externa”.
O padrão de preenchimento sob os números não pode ser alterado porque não é realmente um padrão de preenchimento retirado das configurações. Todo o G-Code do padrão é escrito de forma personalizada, então esse "preenchimento" é, efetivamente, desenhado manualmente e não processado pelos canais usuais que permitiriam ao Orca reconhecê-lo como preenchimento.
Essas diretrizes ajudam a garantir que você possa usar o método de padrões de maneira eficaz para calibrar e ajustar suas impressões com precisão.
Método da torre
O método da torre pode levar um pouco mais de tempo para ser concluído, mas não depende da qualidade da primeira camada.
Selecione a impressora: escolha a impressora, o filamento e o processo para o teste.
Examine os cantos: marque a altura que proporciona o melhor resultado geral. Calcule o valor do avanço de pressão com base nessa altura.
Por exemplo, se você selecionar uma altura de 8 mm para este caso, então o valor de Pressure Advance deve ser calculado como: “Pressure Advance Inicial + (Pressure Advance Step* x Measured)”. Exemplo: 0+(0,002 x 8) = 0,016.
*Pressure Advance Step é o incremento do PA a cada milímetro da torre.
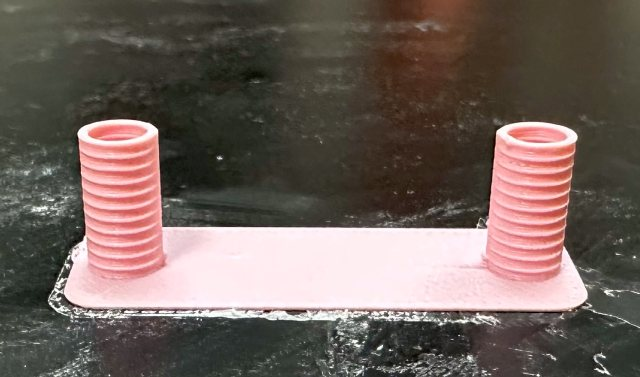
Este teste gera automaticamente uma torre de retração, uma estrutura vertical com vários entalhes, cada um impresso com um comprimento de retração diferente.
Após a conclusão da impressão, podemos examinar cada seção da torre para determinar o comprimento de retração ideal para o filamento, ou seja, o mais curto que produz a torre mais limpa.
No sistema, você pode selecionar o comprimento de retração inicial e final, bem como o incremento do passo de retração. Os valores padrão são 0 mm para o comprimento de retração inicial, 2 mm para o comprimento de retração final e 0,1 mm para o passo.
Esses valores são adequados para a maioria dos extrusores Direct Drive. No entanto, para extrusores Bowden, pode ser necessário aumentar os comprimentos de retração inicial e final para 1 mm e 6 mm, respectivamente, e definir o passo para 0,2 mm.
Importante: ao testar filamentos como PLA ou ABS, as configurações de retração podem ser altamente eficazes. Você pode descobrir que a torre de retração parece uniforme desde o início.
Nesses casos, definir o comprimento de retração para 0,2 mm - 0,4 mm deve ser suficiente. Por outro lado, se ainda houver muita formação de fios (strings) na parte superior da torre, recomenda-se secar o filamento e garantir que o bico esteja instalado corretamente, sem vazamentos.
Este é um teste projetado para calibrar a velocidade volumétrica máxima de um filamento específico.
Isso é necessário, pois os filamentos genéricos ou de terceiros podem não ter a taxa de fluxo volumétrica correta definida.
Então, este teste ajudará você a encontrar a velocidade volumétrica máxima do filamento.
Será necessário inserir as configurações para o teste:
Velocidade volumétrica inicial;
Velocidade volumétrica final;
Incremento.
Recomenda-se usar os valores padrão (5mm³/s inicial, 20mm³/s final, com um incremento de 0,5), a menos que você já tenha uma ideia dos limites inferior ou superior para o seu filamento.
Uma vez impresso, observe onde as camadas começam a falhar e onde a qualidade começa a diminuir. Preste atenção às mudanças de aparência, de fosco para brilhante.
Este teste de tolerância é projetado para avaliar a precisão dimensional da sua impressora e do filamento.
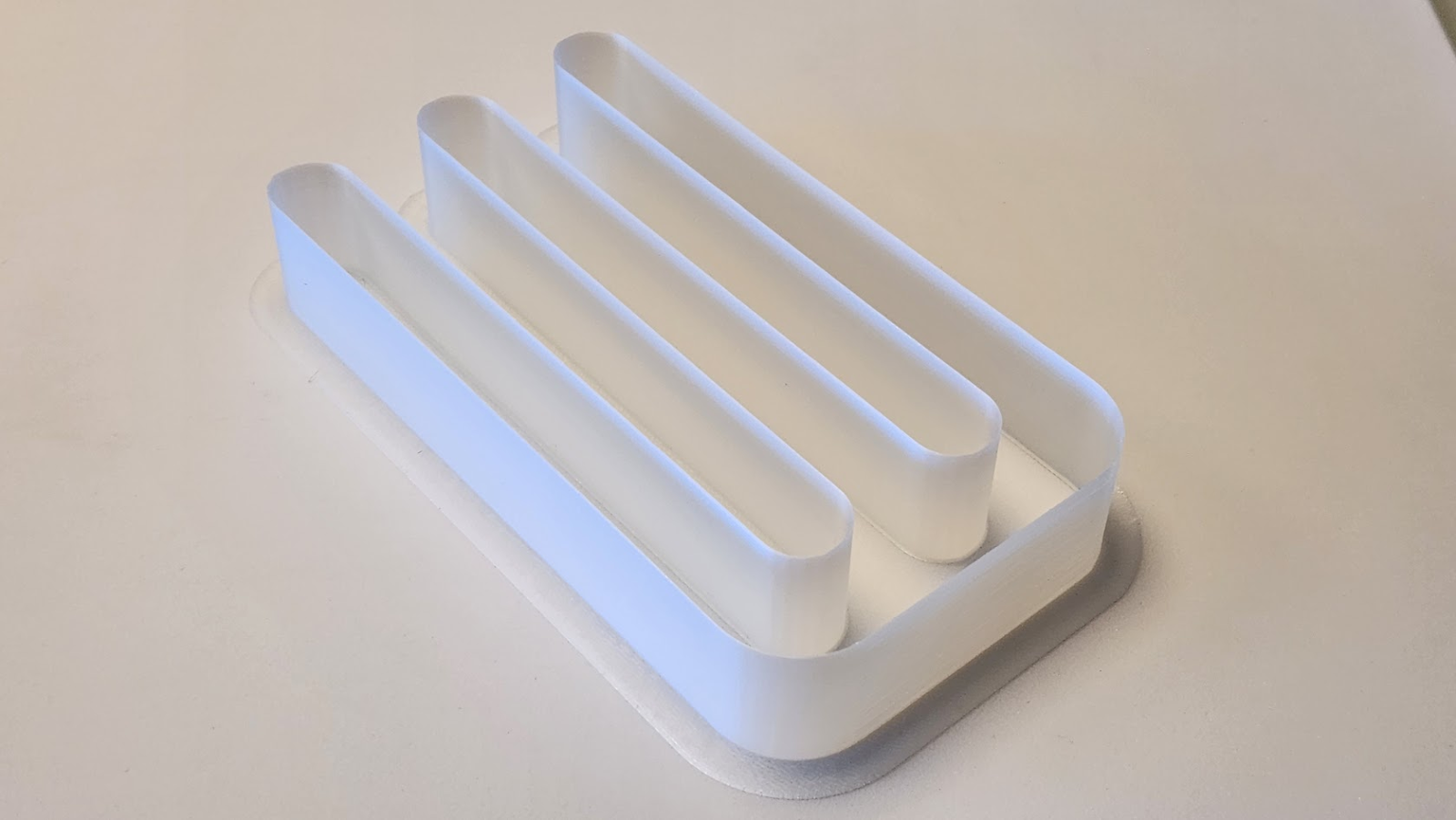
O modelo consiste em uma base e um testador hexagonal. A base contém seis furos hexagonais, cada um com uma tolerância diferente: 0,0mm, 0,05mm, 0,1mm, 0,2mm, 0,3mm e 0,4mm, conforme imagem que segue.
Você pode avaliar a tolerância usando uma chave Allen M6 ou o testador hexagonal impresso.
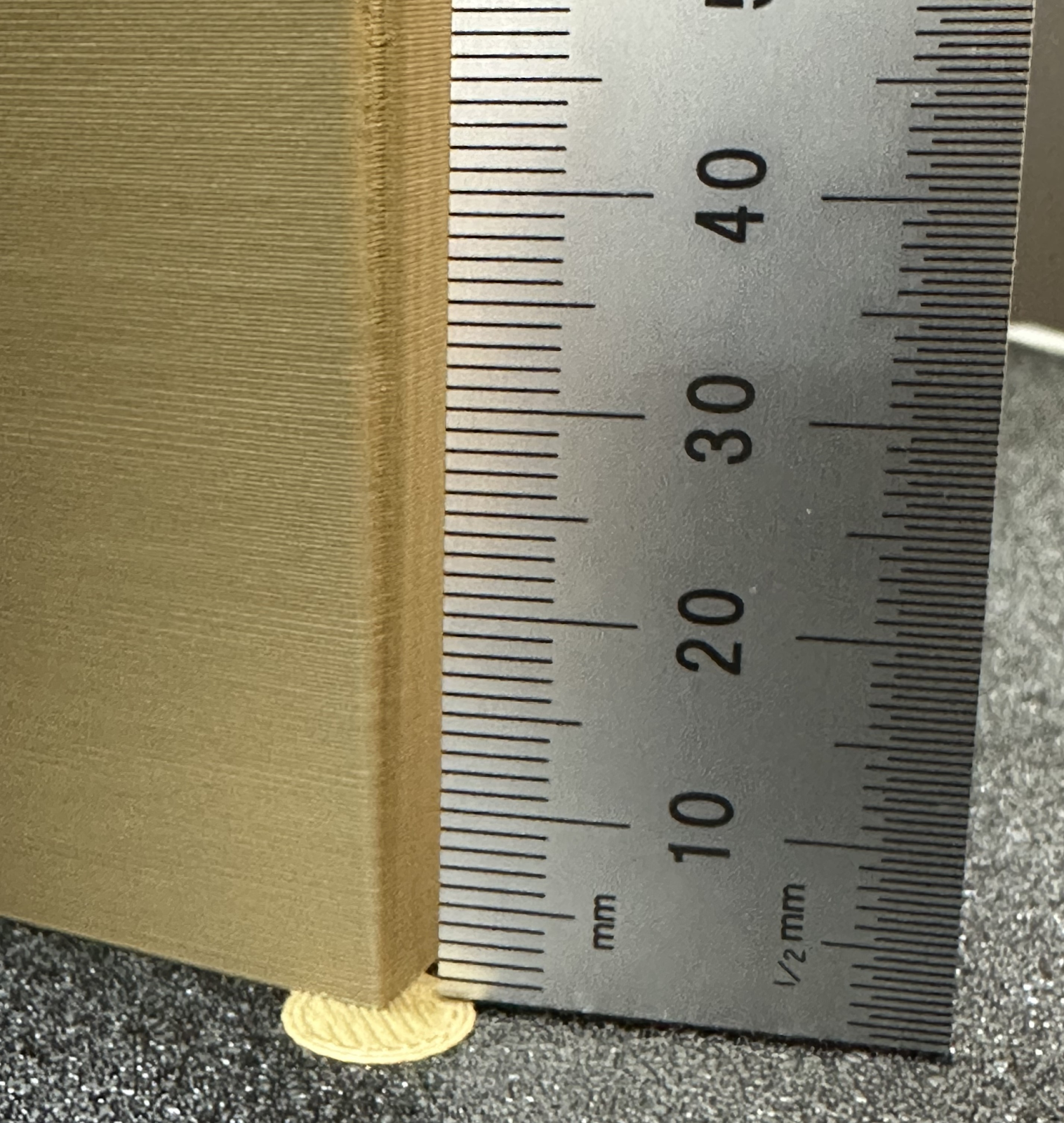
Usando um paquímetro ou uma régua, meça a altura da impressão nesse ponto.
Então, use o seguinte cálculo para determinar o valor correto de fluxo máximo: “start + (height-measured * step”.
Por exemplo, conforme imagem acima, a qualidade da impressão começou a diminuir em 19mm medidos, então, o cálculo seria: 5 + (19 * 0,5), ou 13mm³/s usando os valores padrão.
Insira seu número no valor de “Max volumetric speed” nas configurações do filamento.
Como vimos, calibrar sua impressora 3D é essencial para obter impressões precisas e de alta qualidade.
Seguindo este guia, você tem um bom norte para garantir que sua impressora esteja configurada corretamente e pronta para produzir objetos com excelente acabamento.
Lembre-se, a calibração é um processo contínuo. Continue ajustando e testando para manter sua impressora 3D em ótimo desempenho!
Caso precise de ajuda, consulte os especialistas da National 3D, que poderão te dar algumas dicas valiosas!
Fonte das imagens: SoftFever/OrcaSlicer e Arquivo National 3D.